

Triangulacija u metrologiji
Dokazan princip sa perspektivom za budućnost
U metrologij su tačnost i pouzdani rezultati prioritet. Ovo je jedini način da se osigura da komponente ispunjavaju standarde kvaliteta i bezbednosti. Triangulacija, odnosno merenje udaljenosti izračunavanjem uglova na osnovu trouglova, predstavlja metod merenja koji može da se koristi kod snimanja površina objekata. Na ovoj stranici ćete saznati kako se triangulacija koristi u metrologiji i šta su projekcija strukturisanog svetla i metoda svetlosnog preseka.
Kratko objašnjenje metoda triangulacije
U metrologiji, metod triangulacije se koristi za merenje objekata pomoću pojedinačnih laserskih tačaka i linija ili, kao što je prikazano na slici, pomoću celih svetlosnih obrazaca. Jedna ili više kamera sa senzorima beleže ugao pod kojim se svetlost odbija od objekta, odnosno kako se svetlosni obrasci deformišu na površini, kao i intenzitet svetlosti i udaljenost. Ovim postupkom, osvetljavanje i merenje ugla stvaraju sveobuhvatnu sliku površine merenog objekta.
Triangulacija se koristi od 17. veka u Evropi i Americi, ali samo za geodetska merenja. Odatle potiče princip. Prilikom merenja triangulacijom, područje se deli na trouglove kako bi se precizno izmerile udaljenosti. Kod trouglova je dovoljno znati uglove i osnovicu da bi se trigonometrijom lako izračunale ostale dužine.
Danas se princip triangulacije primenjuje i za druge potrebe osim geodetskih merenja, na primer u fotogrametriji ili 3D skeniranju. U metrologiji, triangulacija se uglavnom koristi za inspekciju komponenti. U tu svrhu postoje dva različita metoda triangulacije:
- Projekcija strukturirane svetlosti (projekcija rešetki)
- Laserska triangulacija (triangulacija metodima svetlosnog preseka)
Laserska triangulacija koristi jednu lasersku tačku ili liniju koja se odbija od merenog objekta i zatim detektuje pomoću senzora. U principu projekcije strukturirane svetlosti, na predmet koji se meri projektuje se veliki svetlosni obrazac. Jedna ili više kamera sa senzorima beleže oblik svetlosnog obrasca koji se deformiše na površini predmeta. Oba metoda se često koriste u metrologiji, pri čemu je jedan od njih pogodniji u zavisnosti od zadatka merenja. Detaljnije istražite 3D triangulaciju pomoću lasera i projekcije rešetki, i izaberite metod koji više odgovara vašem projektu.
Kako funkcioniše projekcija strukturirane svetlosti?
U triangulaciji sa projekcijom rešetki se u svrhu preciznog mapiranja oblika u 3D modelu, različiti svetlosni obrasci u obliku rešetki ili tačaka sukcesivno projektuju na testni objekat. Da bi se to postiglo, na površinu objekta su usmereni projektor i najmanje jedna, a najčešće dve kamere sa senzorima, Kamere određuju vlastitu udaljenost od površine, kao i ugao pod kojim je svetlosni uzorak projektovan na objekat. Da bi se započelo merenje sa strukturiranom projekcijom svetlosti, na površinu se postavlja ispitivani objekat. Svetlosni obrasci se projektuju na objekat i deformišu se u skladu sa oblikom površine. Ovi izmenjeni tačkasti ili ivični obrasci se detektuju kamerama, pružajući podatke neophodne za izračunavanje udaljenosti svake tačke na površini u vidnom polju. Na ovaj način se dobija takozvani oblak tačaka (STL mreža), odnosno precizan prikaz izmerenog objekta sastavljen od velikog broja malih mernih tačaka.
Svetlost koja se koristi za skeniranje sa projekcijom rešetki može biti plava ili bela. Plava svetlost se najčešće koristi za smanjenje difrakcije i uticaja ambijentalnog svetla na merenje. Podloga na koju se postavlja objekat za merenje obično je crna, kako bi se izbegle refleksije svetlosti.


Za šta sve može da se koristi metod projekcije rešetki?
Zbog velike brzine skeniranja, naročito pri istovremenom prikupljanju većeg broja merenja, projekcija strukturirane svetlosti je izuzetno pogodna za industrijske inspekcijske zadatke, kao što su:
- kontrola oblika, položaja i kontura
- poređenje površina, poređenje projektovanog i stvarnog stanja
- provera kompletnosti
- provera položaja komponenti u sklopovima
- pozicioniranje za potrebe sečenja
Princip projekcije strukturirane svetlosti se takođe često primenjuje u forenzici, jer je pogodan čak i za najmanje predmete. Projekcija rešetki nije naročito pogodna za merenje providnih ili jako reflektujućih predmeta.
Prednosti i nedostaci projektovanja strukturirane svetlosti
Prednosti projekcije strukturirane svetlosti:
- Površinski 3D podaci sa konstantnom rezolucijom
- Visoka gustina mernih tačaka
- Velika brzina merenja
- Fleksibilno i prenosivo merno okruženje
Nedostaci projekcije strukturirane svetlosti:
- Veći zahtevi za tehnologijom projekcije
- Providne ili reflektujuće površine mogu zahtevati prethodnu obradu
- Ambijentalno svetlo može uticati na merenja
- Grube površine otežavaju merenje udaljenosti laserskom tačkom (laserske linije nisu pogođene)
Kako triangulacija funkcioniše sa metodom svetlosnog preseka?


Podešavanje za merenje metodom svetlosnog preseka, koja se takođe zasniva na triangulaciji je slično onom kao kod projekcije strukturirane svetlosti. Objekat koji se meri se postavlja na ravnu površinu, obično rotacioni sto, dok su projektor i kamera ili senzor postavljeni iznad njega. Ove tri tačke čine trougao triangulacije, koji se koristi za izvođenje proračuna. Međutim, za razliku od projekcije rešetki, gde se na objekat projektuje šara pruga ili tačaka, triangulacija laserom koristi samo jednu lasersku tačku ili liniju. Odlučujući faktor ovde nije direktna deformacija svetlosti na površini, već refleksija svetlosti. Površina merenog objekta reflektuje projekciju laserske linije ili tačke u pravcu kamere. Kamera detektuje refleksiju i izračunava udaljenost svake tačke u vidnom polju na osnovu ugla refleksije.
Pošto laserska linija ili tačka obuhvataju samo deo objekta, a ne celu površinu u jednom skeniranju kao kod projekcije strukturirane svetlosti, objekat koji se meri ili senzori moraju da se pomere. Zbog toga je za triangulaciju metodom svetlosnog preseka neophodna stabilno postavljena merna oprema, kako bi se obezbedila visoka preciznost merenja.
Za šta se može koristiti laserska triangulacija?
Princip merenja laserskom triangulacijom omogućava vrlo precizna merenja u mikrometarskim opsezima. Međutim, metodom triangulacije svetlosnog preseka mogu da se izmere čak i veće udaljenosti. Ovaj metod je zbog toga popularan način merenja u industrijskim proizvodnim procesima. Može da se koristi za kontrolu kvaliteta, merenje profila i kontura, kao i za određivanje debljine materijala, vibracija i rastojanja. Laserskom optičkom triangulacijom moguće je rano otkrivanje defektnih objekata i njihovo uklanjanje iz proizvodnih procesa radi popravke ili reciklaže. Za sjajne metale, merenje laserskom triangulacijom je obično bolje rešenje od projekcije rešetki. Refleksija može da dovede do pogrešnih signala kod metode merenja obrascima rešetki, dok laserski metod upravo koristi refleksiju. Previše sjajne površine i dalje mogu da prouzrokuju probleme pri merenju triangulacijom. Princip laserske triangulacije se takođe često koristi u industriji pakovanja, drvnoj industriji, logistici, medicinskoj tehnologiji i proizvodnji elektronike.
Laserska triangulacija koristi plavu ili crvenu lasersku svetlost. Crvena svetlost prodire kroz materijal, dok plavi laser formira oštru tačku ili liniju na površini. Pored toga, plavi laser može da pruži tačne rezultate na usijanim objektima, dok crveni senzori pri kontaktu sa usijanim crvenim metalima registruju lažne signale. Crveni laseri mogu pokazati svoju prednost kod tamnih površina, zato što pružaju veći intenzitet svetlosti. Hrapave površine se takođe mere crvenim laserom koristeći triangulaciju, plava svetlost je pogodnija za glatke površine.
Prednosti i nedostaci 3D laserskog skeniranja
Prednosti laserskih skenera:
- Nezavisno od uslova ambijentalnog svetla
- Visoka tačnost merenja
- Velika brzina merenja
- Senzorska glava se može montirati na postojeće merne sisteme, na primer na koordinatnu mernu mašinu
- Mogu se meriti sjajni metali
Nedostaci laserskih skenera:
- Mogući gubitak rezolucije zbog laserske granulacije i kretanja
- Zavisnost merenja od temperature
- Vrlo sjajni ili providni objekti su teški za merenje
Najveća preciznost merenja metodom triangulacije uz ATOS senzore.
Sa ATOS triangulacionim senzorima možete ostvariti izuzetnu preciznost u merenju i dobiti pouzdane rezultate. Dve kamere i projektor omogućavaju merne procese projekcijom strukturisanog svetla i metodima svetlosnog preseka.
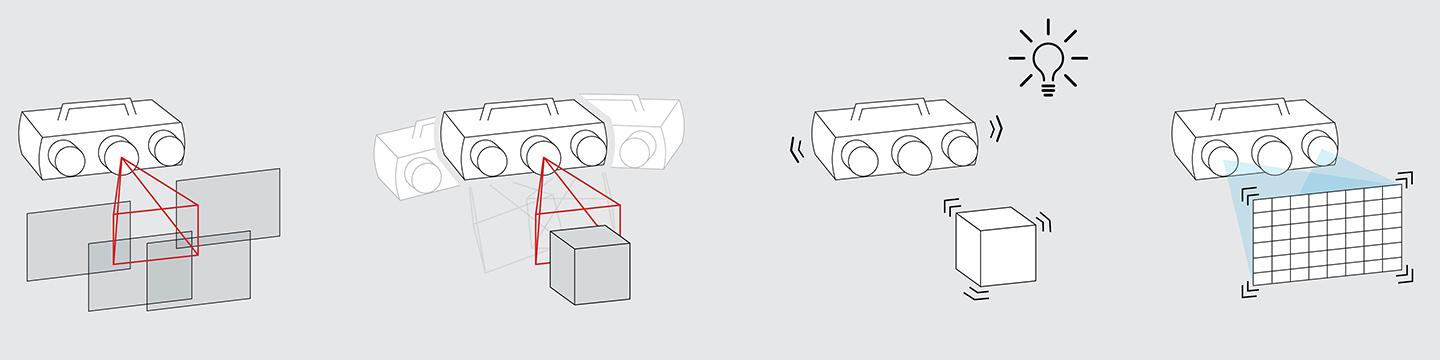
ATOS 3D digitalizatori nude vrlo specifičan detalj: Desni i levi senzori za triangulaciju se mogu koristiti pojedinačno ili u kombinaciji sa projektorom. To znači da se tri različita pogleda merenog objekta mogu snimiti jednim skeniranjem. Ovo može uštedeti puno vremena, jer se broj pojedinačnih skeniranja značajno smanjuje, čak i za složene komponente.
Još jedna prednost Triple Scan metode je prekomerno određivanje. Istovremenim snimanjem komponente sa dve kamere, prikuplja se više informacija nego što je potrebno za kreiranje 3D modela. Više podataka znači veću preciznost. Detektuju se pokreti senzora i objekta, kao i promene u okruženju, proverava se tačnost transformacije i prati se pozicija 3D senzora u realnom vremenu. Ovo omogućava merenja sa maksimalnom preciznošću i povećava pouzdanost procesa. Sledeća grafika prikazuje proces Triple Scan sa prekomernim određivanjem pomoću ATOS senzora.

U projekciji strukturirane svetlosti, ATOS triangulacioni senzori koriste tehnologiju plavog svetla Blue Light Technology: uskopojasno plavo svetlo iz projektora omogućava skeneru da vrši precizna merenja bez obzira na uslove ambijentalnog svetla, pa čak i na sjajnim površinama. Zahvaljujući sveobuhvatnom radu triangulacionih senzora, dobija se precizan prikaz objekta.
Za merenje projekcijom rešetki, na objekat koji se meri projektuje se strukturirani šablon rešetki. Kodirani uzorak rešetki se tokom skeniranja brzo menja i teško ga je primetiti golim okom. Ovde dolazi do izražaja funkcionalnost skenera sa svetlosnim rešetkama. Dva triangulaciona senzora detektuju promenljive rešetke i na osnovu njih, koristeći optičke transformacione jednačine, izračunavaju 3D koordinate za svaki piksel kamere. Milioni mernih tačaka sa najfinijim detaljima se tako bezkontaktno snimaju za samo nekoliko sekundi. Softver senzora automatski generiše oblak tačaka visoke rezolucije koji predstavlja precizan prikaz izmerenog objekta.
Nepobedivo: Merenje složenih objekata pomoću ATOS i TRITOP
Uz moćnu kombinaciju ATOS senzora i TRITOP fotogrametrijskog mernog sistema, inspekcije velikih i složenih objekata ne predstavljaju nikakav problem. TRITOP se koristi za merenje referentnih tačaka na komponenti, dok ATOS koristi referentne tačke za automatsku transformaciju pojedinačnih merenja. Ovaj metod rezultira veoma visokom preciznošću i uglavnom izbegava preklapanje merenja. Ova nepobediva kombinacija je posebno korisna za prvu inspekciju proizvoda, izradu alata i analizu karoserije u beloj fazi. I vi možete da koristite moćnu kombinaciju ATOS i TRITOP za vaše složene procese merenja.



