

Oblikovanje lima
Procesi, aplikacije, kontrola kvaliteta
Proces oblikovanja lima nalazi primenu u raznim industrijskim granama. U proizvodnim okruženjima primenjuju se različiti procesi kojima upravljaju računari. Ovi proizvodni procesi su optimalno prilagođeni različitim materijalima, debljinama materijala i drugim važnim faktorima.
Oblikovanje lima: definicija i opšte informacije
Oblikovanje lima obuhvata proizvodne procese u kojima se oblikovanje vrši bez promene mase, zapremine i sastava materijala. Ipak, tokom oblikovanja dolazi do promena na površini i u svojstvima metala koji se obrađuje. U zavisnosti od tipa kristalne rešetke, može doći do translacije dislokacija ili formiranja duplikata unutar strukture materijala. Poluproizvodi se iz ravnog limenog isečka dovode u svoj konačni oblik primenom usmerene sile. Često se javlja blaga elastična deformacija (povratna deformacija). Procesi oblikovanja lima omogućavaju proizvodnju širokog spektra komponenti različitih oblika i namena. Težina ovih komponenti kreće se od nekoliko stotina grama do nekoliko tona.


Za oblikovanje se najčešće koriste posebno konstruisane mašine sa elektronskom kontrolom, kao što su prese, mašine za savijanje i parni čekići. Zahvaljujući integrisanom alatu, mnoge od ovih mašina se mogu koristiti za više različitih proizvodnih postupaka. Najčešće korišćeni materijali u oblikovanju lima su čelik, bakar, aluminijum, aluminijumske legure i legure bakra (legure obrađene deformisanjem). Oblikovanje lima se razvrstava prema različitim kriterijumima
- temperaturi obrade: hladno oblikovanje, toplo oblikovanje i vruće oblikovanje
- vrsti radnog komada: oblikovanje limova i masivnih komada
- vrsti mehaničkog opterećenja, u skladu sa standardom DIN 8582
- oblikovanje istezanjem (produženje, produbljivanje, proširivanje)
- pritisno oblikovanje (slobodno oblikovanje, valjanje)
- kombinovano oblikovanje istezanjem i pritiskom (duboko izvlačenje)
- oblikovanje smicanjem (pomicanje, uvijanje)
- savijanje (oblikovno, slobodno, zakretno savijanje)
Pored toga, postoje i specijalni postupci oblikovanja lima, poput kaljenja u presi i oblikovanja pomoću tečne membrane (flexforming). Kod oblikovanja lima najčešće se koriste ravne limene ploče koje se obrađuju hladnim postupkom. Veliki, teški trodimenzionalni poluproizvodi se modifikuju primenom tehnika masivnog oblikovanja. U ovom procesu se koristi hladno ili vruće oblikovanje. Za ovu vrstu oblikovanja najčešće se koriste procesi kao što su savijanje, valjanje, udarno i klasično istiskivanje.
Kada se oblikovanje lima razvrstava prema vrsti opterećenja na radni komad, mogu se primeniti i dodatne metode. Kod istezno-pritisnog oblikovanja (prema DIN 8584), na materijal istovremeno deluju sile pritiska i istezanja, ali u različitim pravcima. Najvažnija podgrupa je duboko izvlačenje. Ovim postupkom se ravne limene ploče oblikuju u šuplje forme, poput konzervi, kaciga i delova karoserije. Kod istegnog oblikovanja (prema DIN 8585), ravni limovi se pod uticajem sile istezanja izdužuju, a šuplji oblici se šire. Savijanje (prema DIN 8586) se uglavnom izvodi savijanjem. Kod zakretnog savijanja koristi se rotaciono kretanje fiksiranog alata, dok se kod slobodnog savijanja koristi pravolinijsko kretanje fiksiranog alata. U valjanju, oblikovanje metala se izvodi pomoću rotirajućih valjaka.


Kod oblikovanja smicanjem (prema DIN 8587), alat se, u zavisnosti od postupka kreće ili kružno ili pravolinijski. Propeleri i burgije se prave pomoću uvijanja, dok se pomeranjem oblikuju radilice. Pritisno oblikovanje (prema DIN 8583) sprovodi se, na primer, kao valjanje (proizvodnja limova i ploča) ili slobodno oblikovanje (slobodno kovanje). U zavisnosti od primenjenog postupka oblikovanja lima, promena oblika se postiže ili posebnim kretanjem alata (savijanje), ili oblikovanjem konačnog oblika, kao negativ u alatu (kalupno kovanje, valjanje).
Oblikovanje lima je idealno za masovnu proizvodnju. Međutim, prenos geometrije sa poluproizvoda se ne odvija sa potpunom preciznošću. Da bi se dobio odgovarajući gotov deo, obradak mora biti dodatno obrađen, na primer brušenjem. Kod većine procesa oblikovanja lima, tačnost se kreće između IT16 i IT12. Precizni procesi čak omogućavaju i tačnost IT8 ili IT6. Tzv. flexforming (oblikovanje pomoću tečne membrane) predstavlja naročito ekonomičnu, brzu i svestranu metodu oblikovanja lima. Zbog toga se koristi za proizvodnju malih serija i za razvoj prototipova. Pritisci sa tečnom membranom koriste se za proizvodnju komponenti za avio-industriju, auto-industriju i njihove dobavljače.
Limovi koji se obrađuju imaju debljinu od 0,1 mm do preko 16 mm. Specijalne prese, koje zahtevaju malo održavanja i jednostavne su za upotrebu, omogućavaju izuzetno preciznu kontrolu pritiska na malim radnim komadima i značajno smanjuju potrebu za ručnom doradom. Neke od brzih presa sa tečnom membranom mogu proizvesti do 120 delova na sat. Flexforming tehnologija omogućava izradu i najsloženijih oblika uz minimalna odstupanja i savršeno glatku površinu, i to korišćenjem samo jednog alata.
Za razliku od procesa sečenja, oblikovanje metala nudi prednost maksimalnog iskorišćenja materijala: Ne nastaje nikakav metalni otpad. Pored toga, radni komad zadržava prirodan tok zrna, što ga čini idealnim za dalju upotrebu. Uz istu masu, ovim se postižu delovi dobijeni izvlačenjem i druge komponente koje odlikuju velika čvrstoća i sposobnost podnošenja opterećenja. Za razliku od oblikovanja, kod glodanja dolazi do narušavanja toka zrna jer se tokom procesa u materijalu stvaraju brojni sitni useci koji uzrokuju naprezanja. Alati za oblikovanje su isplativi samo kod velikoserijske proizvodnje. Glodanje je isplativo čak i kada se koristi za izradu pojedinačnih komada ili malih serija.
Metodi oblikovanja lima i njihove prednosti i mane
Hladno oblikovanje se izvodi ispod temperature rekristalizacije. Kod toplog oblikovanja, radni komad se zagreva na temperaturu koja je takođe ispod rekristalizacione (600 do 950 °C). Vruće oblikovanje podrazumeva zagrevanje materijala iznad njegove temperature rekristalizacije.
Hladno oblikovanje povećava čvrstoću materijala, što omogućava precizniju obradu. Specijalna struktura vlakana obezbeđuje da gotov deo izdrži visoka mehanička naprezanja, zbog čega je optimalno pogodan za proizvodnju sigurnosno kritičnih komponenti u avio i automobilskoj industriji. Toplo oblikovanje kombinuje prednosti obe metode. Koristi se za izradu kovanih delova od čeličnih legura kod kojih hladno oblikovanje nije moguće. Kovani delovi imaju uske dimenzione tolerancije, homogenu površinu materijala, minimalnu oksidaciju, a ponekad i zahtevne geometrije.
Toplo oblikovanje (toplo kovanje) je energetski veoma zahtevan postupak, pogodan za oblikovanje različitih metala. Kod ove metode oblikovanja temperature dostižu između 1100 °C (čelične legure) i 1300 °C (gvožđe). Ove temperature rezultiraju povećanom hrapavošću površine. Nakon hlađenja radnog komada dolazi do skupljanja materijala. Za izvođenje procesa toplog oblikovanja, zagrevanje radnog komada nije uvek neophodno. Za određene metale, ponekad je dovoljna i sobna temperatura.
Softveri za simulaciju procesa oblikovanja lima
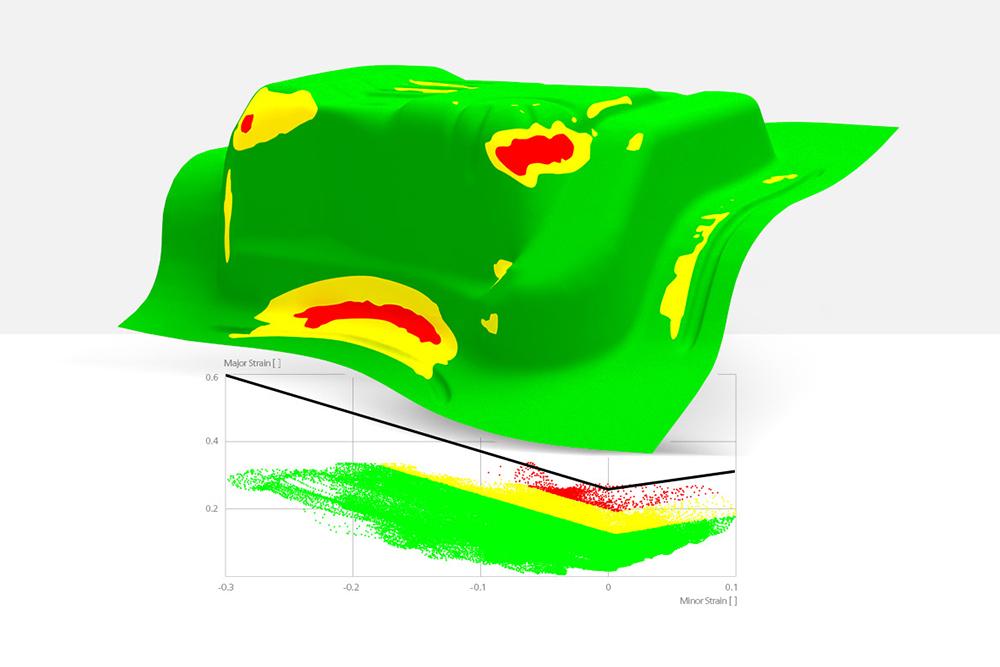
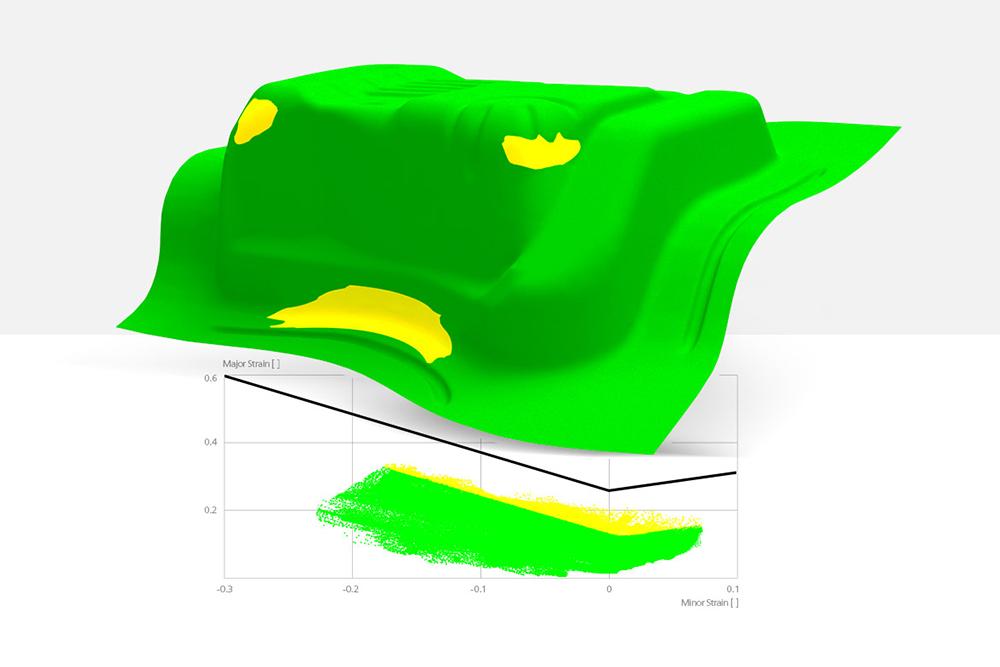
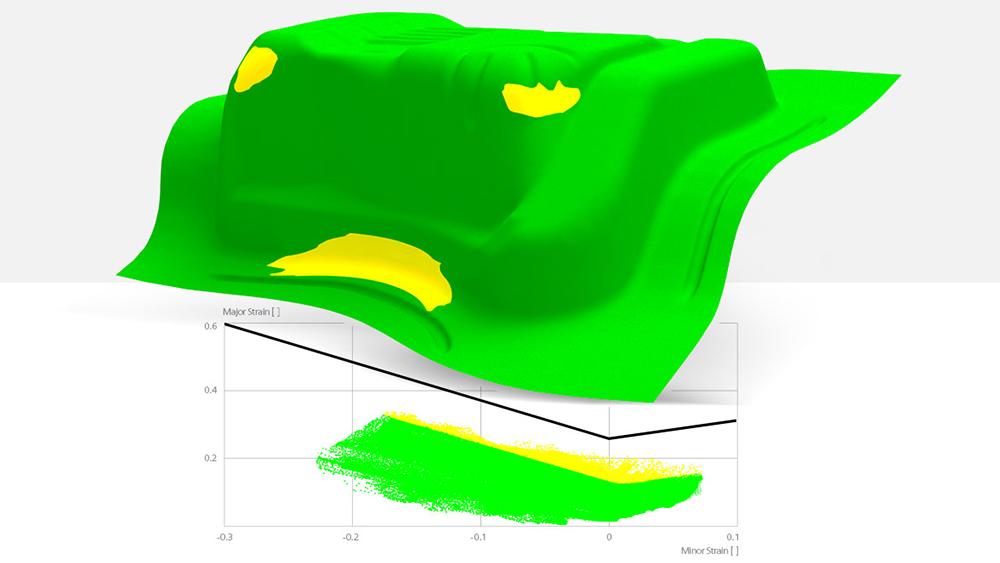
Savremena tehnologija oblikovanja, kao i druge oblasti istraživanja, koristi simulaciju. Za to se koriste razni softverski programi. Oni vizuelno reprodukuju oblikovanje metala, izračunavaju ga i grafički prikazuju rezultate. Zahvaljujući integrisanom digitalnom planiranju procesa, moguće je precizno predvideti greške i optimizovati tehničke procese i potrošnju materijala. Softver za simulaciju analizira oblikovanje lima sa aspekta kvaliteta, funkcionalnosti, troškova i vremena prolaza, i ocenjuje dobijene rezultate. Korisnik takođe saznaje kako da prilagodi dizajn u skladu sa propisanim standardima kvaliteta.





Koje industrije koriste oblikovanje lima?
Oblikovanje lima primenjuje se u gotovo svim granama proizvodne industrije: Automobilska industrija koristi ovu tehniku za izradu izdržljivih karoserijskih delova kao što su blatobrani, haube i vrata vozila. Prehrambena industrija koristi tehnologije oblikovanja za proizvodnju konzervi. Takođe se koristi za proizvodnju komponenti kao što su krila i propeleri za avio industriju. Proizvođači kućnih aparata takođe koriste prednosti raznih tehnika oblikovanja lima. Gotove delove od lima koriste u kuhinjskim aspiratorima, sudoperama i zamrzivačima. Pored toga, oblikovanje lima se koristi u izradi aparata, konstrukciji postrojenja, elektroindustriji, farmaceutskoj i medicinskoj industriji, kao i u mernoj i upravljačkoj tehnici. Ove metode se koriste i u oblasti ventilacije, klimatizacije i komunikacione tehnologije.
Na šta obratiti pažnju prilikom savijanja lima
Prilikom savijanja lima, sila se primenjuje linearno ravnomerno ili selektivno. Stepen deformacije zavisi od intenziteta savijanja. Različite vrste savijanja se mogu postići pomoću mašina za utiskivanje, mašina za kružno savijanje i presa za savijanje limova. Kod presa za savijanje, alat pritiska lim određenom silom. Na mestu kontakta javlja se sila iste jačine, ali u suprotnom smeru. Savijajući par mora delovati toliko jako da se lim trajno promeni. Da bi to postigao, korisnik u industriji mora znati koliko opterećenje određeni metal može da izdrži i kako reaguje na silu. Da bi došlo do trajne deformacije, sila mora biti jača od one koju materijal može elastično da izdrži.
Na to utiču i sastav materijala i njegova zatezna čvrstoća. Ni ta vrednost ne sme biti premašena, da ne bi došlo do oštećenja materijala. Za izračunavanje potrebne pritisne sile, mora biti poznata dužina savijene ivice. Dužina savijanja raste proporcionalno sa dužinom savijene ivice. Potrebno je znati i debljinu materijala, ugao pod kojim se savija, kao i pravac valjanja. Što je materijal deblji, to će u pravilu biti potreban veći radijus savijanja. Ako alat ne dostigne minimalni radijus savijanja, radni komad može da pukne, doći će do loma na spoljašnjoj strani i nabora na unutrašnjoj strani.







